Barwienie i wykańczanie tekstyliów to złożony, systematyczny proces obejmujący surowce, półprodukty, tkanie, barwienie i wykańczanie. Spośród nich przędzenie, tkanie oraz barwienie + drukowanie + wykańczanie to trzy względnie niezależne sektory.
Główne procesy przędzenia:
- Otwieranie i czyszczenie
- Kardan
- Czesanie
- Rysunek
- Tułaczy
- Przędzenie pierścieniowe
Główne procesy tkackie:
- Meandrowy
- Wypaczanie
- Rozmiarowanie
- Rysowanie
- Tkactwo
- Wykończenie tkanin
Proces barwienia i wykańczania:
Przygotowanie tkaniny → Szycie → Opalanie → Nakładanie na zimno → Usuwanie klejonki, czyszczenie, wybielanie → Merceryzacja → Wstępne ustawienie → Przygotowanie pasty → Drukowanie (na płaskim lub obrotowym sicie) → Gotowanie na parze → Mydlarowanie → Utrwalanie termiczne → Zabezpieczanie przed kurczeniem się → Kalandrowanie → Ostateczna kontrola i pakowanie
Podział procesu
1. Przypalanie
Zamiar: Usuwa meszek z powierzchni, aby poprawić gładkość, połysk i wygląd tkaniny. Zapobiega nierównomiernemu farbowaniu i wadom druku oraz poprawia właściwości antypillingowe, szczególnie w przypadku włókien syntetycznych. Tkanina staje się czystsza i bardziej chrupiąca w dotyku.
Partia zimnych okładów: Po opaleniu tkanina jest schładzana i odstawiana na ponad 20 godzin.
2. Usuwanie kleju, szorowanie i wybielanie
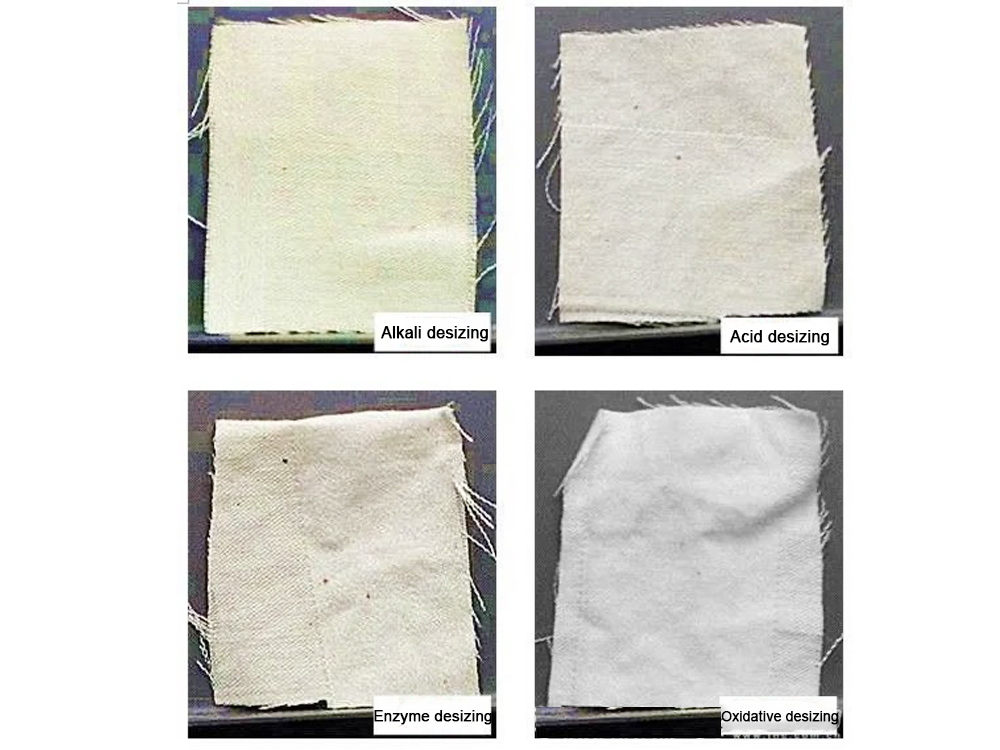
(1) Usuwanie kleju
Zamiar: Usuń środki klejące stosowane podczas tkania, aby poprawić chłonność, zmniejszyć zużycie środków chemicznych i podnieść jakość produktu końcowego.
Metody:
-
Odkamienianie gorącą wodą: Skuteczny w przypadku tkanin zaklejanych materiałami rozpuszczalnymi w wodzie, takimi jak alginian sodu lub pochodne celulozy.
-
Odtłuszczanie alkaliczne: Nadaje się do klejów na bazie skrobi i wymaga użycia roztworu wodorotlenku sodu o stężeniu 10–20 g/l w temperaturze 60–80°C przez 6–12 godzin.
-
Odklejanie enzymatyczne: Wykorzystuje α-amylazę do hydrolizy skrobi bez uszkadzania włókien; szybko i wydajnie.
-
Odklejanie oksydacyjne: Wykorzystuje nadtlenek wodoru lub nadbromian sodu; jest skuteczny, ale należy go kontrolować, aby nie uszkodzić celulozy.
 (2) Szorowanie
(2) Szorowanie Zamiar: Usuń naturalne zanieczyszczenia, takie jak pektyny, woski i pozostałości nasion, aby poprawić zwilżalność i biel.
(3) Wybielanie
Zamiar: Usuwa resztki naturalnych pigmentów, aby poprawić jasność i przygotować tkaninę do barwienia lub drukowania.
Typowi agenci: Podchloryn sodu, nadtlenek wodoru, chloryn sodu.
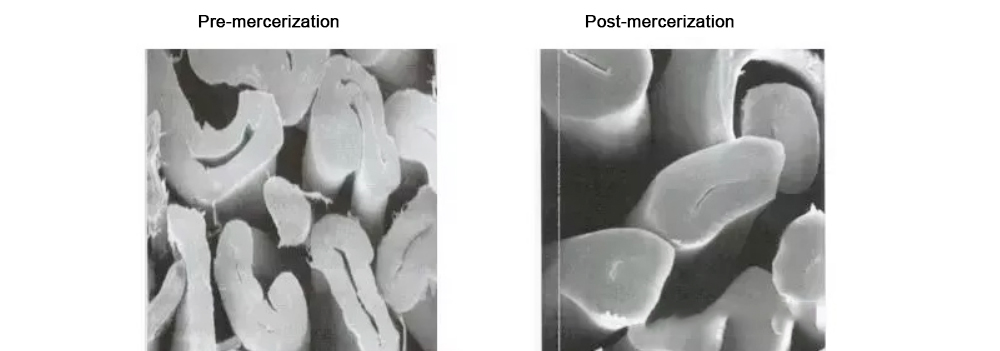
3. Merceryzacja
Proces: Tkanina pęcznieje nieodwracalnie pod wpływem silnej zasady, przekształcając celulozę I w celulozę II.
Kluczowe czynniki:
- Stężenie sody kaustycznej
- Temperatura
- Czas leczenia
- Naprężenie wywierane na tkaninę
Korzyści:
- Poprawiona stabilność wymiarowa i zmniejszony skurcz
- Zwiększone wchłanianie i absorpcja barwnika
- Zwiększony połysk
- Zmodyfikowane właściwości mechaniczne (np. zmniejszona wytrzymałość na rozciąganie)
Typy:
- Merceryzacja na sucho: Badanie przeprowadzono w temperaturze pokojowej na wysuszonej tkaninie. Wyniki są stabilne, ale energochłonne.
- Merceryzacja mokra: Wykonywany na mokrej tkaninie; oszczędza energię i poprawia równomierność, ale wymaga precyzyjnej kontroli wilgoci.
- Merceryzacja na gorąco: Lepsza penetracja i równomierne wchłanianie alkaliów, stosowana do cięższych tkanin.
4. Ustawienie wstępne (ustawienie podgrzewania wstępnego)
Zamiar: Termicznie stabilizuje strukturę tkaniny, eliminuje zmarszczki, poprawia stabilność wymiarową i gładkość powierzchni.
Stany krytyczne:
- Temperatura (najważniejsza)
- Czas leczenia
- Zastosowane napięcie
- Stosowanie środków spęczniających
Notatka: Odcienie wrażliwe (np. szary, zieleń wojskowa, khaki) mogą zmieniać kolor pod wpływem ciepła, dlatego należy je kontrolować po utrwaleniu.
5. Barwienie
Podstawowe kroki: Adsorpcja barwnika → Dyfuzja → Wiązanie
Popularne rodzaje barwników:
| Rodzaj barwnika |
Odpowiednie włókna |
Zalety |
Wady |
| Barwniki bezpośrednie |
Bawełna, len, jedwab, wełna |
Prosta aplikacja, niski koszt |
Słaba odporność na pranie/światło |
| Barwniki reaktywne |
Bawełna, len, jedwab, wełna |
Doskonała odporność na pranie |
Umiarkowana odporność na wilgoć/kwas |
| Barwniki siarkowe |
Włókna celulozowe |
Dobra odporność na pranie i działanie promieni słonecznych |
Słaba odporność na ścieranie, zmienność odcieni |
| Barwniki dyspersyjne |
Poliester, nylon, octan |
Krótki cykl, dobra jasność |
Wrażliwy na hydrolizę alkaliczną |
| Barwniki kationowe |
Akryl, poliester kationowy |
Jasne odcienie, duża intensywność |
Ograniczona głębokość |
| Barwniki kadziowe |
Bawełna i inna celuloza |
Doskonała ogólna trwałość |
Drogie, niektóre kolory ulegają uszkodzeniu pod wpływem światła |
Metody barwienia:
- Barwienie przędzy: Barwienie motkowe, barwienie pakietowe, barwienie osnowowe
- Barwienie tkanin: Farbowanie linowe, barwienie jigowe, barwienie na podkładzie, barwienie ciągłe
Kluczowe czynniki:
- Czas: Wystarczający na dyfuzję i utrwalenie
- Temperatura: wpływa na pęcznienie włókien, rozpuszczalność barwnika, szybkość i głębokość barwienia
- pH: Wpływa na zachowanie barwnika i dokładność odcienia
- Stosunek płynu: waga tkaniny do objętości wody
- Stężenie barwnika: mierzone w g/l, wpływa na intensywność i jednorodność
- Środki pomocnicze i jakość wody: kluczowe dla uzyskania powtarzalnych wyników

Trwałość koloru: Stopnie odporności wahają się od 1 do 5, przy czym 5 oznacza najwyższą klasę. Wymagania dotyczące trwałości różnią się w zależności od zastosowania (np. odzież, tekstylia domowe itp.).
Standardowe źródła światła:
- D65: Międzynarodowy czas dzienny (najczęściej używany)
- TL84: Lampa sklepowa fluorescencyjna (Europa/Japonia)
- CWF: Chłodna biała świetlówka (sklep detaliczny/biuro w USA)
- UV: Do rozjaśniaczy optycznych i detekcji fluorescencyjnej
- A: Symulowane światło zachodzącego słońca, wyłącznie jako odniesienie
6. Parowanie i mydlenie
Parowanie: Stosowane po drukowaniu (z wyjątkiem barwników lodowych i rozpuszczalnych barwników kadziowych). Parowanie wspomaga absorpcję wilgoci, utrwalanie barwnika i wnikanie w głąb włókna.
Mydlenie: Kluczowy etap po parowaniu. Usuwa nieutrwalone barwniki, zapobiega ich ponownemu osadzaniu i poprawia trwałość koloru poprzez działanie dyspergujące, chelatujące i zawieszające środków myjących.
7. Wykończenie przeciwkurczliwe (sanforyzacja)
Zamiar: Mechanicznie redukuje kurczenie się tkaniny spowodowane naprężeniami wewnętrznymi podczas obróbki na mokro. Pomaga ustabilizować szerokość tkaniny i poprawić dokładność wymiarową.
8. Kalandrowanie, kalandrowanie elektryczne i tłoczenie
Kalandrowanie: Wykorzystuje ciepło i ciśnienie w celu spłaszczenia powierzchni tkaniny lub utworzenia cienkich skośnych linii.
- Kalandrowanie płaskie: Twarde i miękkie wałki zapewniają gładkie i przyjemne w dotyku wykończenie.
- Miękkie kalandrowanie: Dwa miękkie wałki zapewniają bardziej miękką powierzchnię i delikatniejszy połysk.
Kalandrowanie elektryczne: Wykorzystuje podgrzewane wałki w celu zwiększenia połysku.
Tłoczenie: Grawerowane metalowe rolki wtłaczają wzory w tkaninę pod wpływem ciepła i ciśnienia, tworząc efekty dekoracyjne.
Notatka: W zależności od rodzaju tkaniny mogą być również stosowane dodatkowe procesy, takie jak zamszowanie, drapanie, strzyżenie, drapanie lub zmiękczanie.
9. Kontrola końcowa i pakowanie
Kryteria kontroli:
- Odcień koloru
- Szerokość tkaniny
- Odczucie dłoni
- Grubość
- Skłon/skos
- Wady barwienia i tkania
Przed ostatecznym składaniem i pakowaniem kontrolę zwykle wykonuje się ręcznie.









